
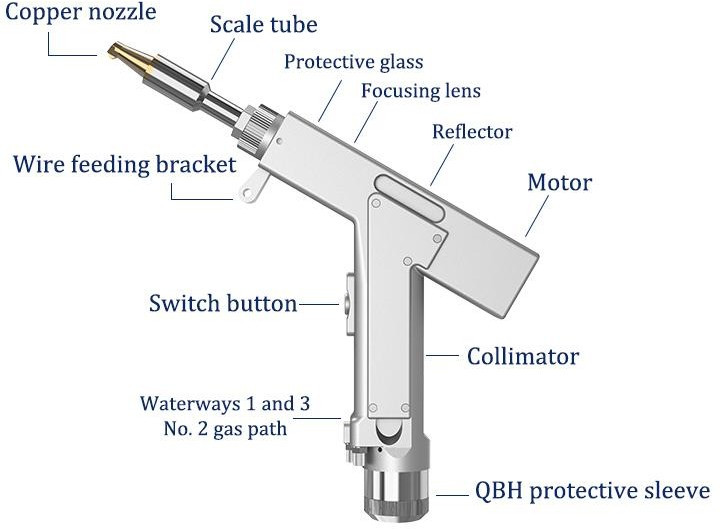
Cabezal de soldadura láser manual SUP 30S

Seguro.- Seguro
Investigación e desenvolvemento independente do sistema de detección de seguridade, configurar unha serie de alarmas de seguridade, seguridade e estabilidade
Aforro de tempo: eficiente e cómodo
Espello de foco, caixón de espello de protección, substitución conveniente
Lixeireza: a lixeireza reduce a carga
Tamaño máis pequeno, peso máis lixeiro, operación flexible, fácil de usar
Calidade - bonita soldadura - rendemento estable
Alta resistencia de soldeo, pequena deformación, alta profundidade de fusión
Rendemento - Múltiples características
Soporte de soldadura continua manual, soldadura por puntos, limpeza, corte, "man" "desde" - corpo, autorización de contrasinal
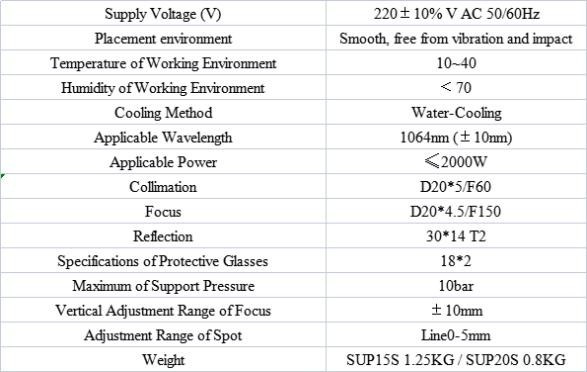
Super welding head é un cabezal de corte de soldadura manual lanzado en 2019. O produto abrangue pistolas de soldadura manuais e sistemas de control desenvolvidos por si mesmo, e está equipado con varias alarmas de seguridade e configuración de enerxía segura activa e apagado.Este produto pódese adaptar a varias marcas de láseres de fibra;o deseño óptico e refrixerado por auga optimizado permite que a cabeza láser funcione de forma estable durante moito tempo por debaixo de 3000W.
Características básicas: sistema de control desenvolvido por si mesmo, múltiples alarmas de seguridade, tamaño máis pequeno, operación flexible e fácil de usar.
Máis estable: todos os parámetros son visibles, monitorización en tempo real do estado de toda a máquina, para evitar problemas con antelación, máis cómodo para solucionar problemas, para garantir o funcionamento estable do cabezal de soldadura.
Proceso: todos os parámetros son visibles, a calidade da soldadura é máis perfecta, a deformación é pequena e a penetración é alta.
Parámetros estables e alta repetibilidade: a presión do aire da boquilla determinada e o estado da lente, sempre que a potencia do láser sexa estable, os parámetros do proceso deben ser repetibles.Mellora moito a eficiencia, ao mesmo tempo que reduce os requisitos do operador.
1) Asegurar unha posta a terra fiable antes da subministración de enerxía.
2) O cabezal de saída do láser está conectado ao cabezal de soldadura.Comprobe coidadosamente o cabezal de saída do láser cando o use para evitar o po ou outra contaminación.Ao limpar o cabezal de saída do láser, use papel especial para lentes.
3) Se o equipo non se utiliza de acordo cos métodos especificados neste manual, pode estar en condicións de traballo anormais e causar danos.
4) Ao substituír a lente protectora, asegúrese de protexela.
5) Ten en conta: cando se usa por primeira vez, cando a luz vermella non pode saír da boca de cobre, asegúrese de non emitir luz.
Detalles de entrega do paquete de cabezal de soldadura manual
★ Primeira capa
Cabezal de soldadura SUP20S 1 unid
Sistema 1 conxunto
Cable do sistema estándar 10 m
★ Segunda capa
Boquilla de cobre 7 unidades Boquilla de corte 1 unidade
Tubo de escala 1 unid
Lente de protección 10 unidades
Abrazadera de masa 1 unid
Cable de conexión de pantalla 1m
Hebilla da pantalla 1 conxunto
★ Terceira capa
Pantalla 1 unid
interruptor de aire 2 unidades
Definición de cableado do controlador

Terminal de alimentación do controlador
A fonte de alimentación usa a interface 5P, e a fonte de alimentación de conmutación de 24 V e a fonte de alimentación de conmutación de 15 V úsanse para a fonte de alimentación.
Teña en conta que a fonte de alimentación de conmutación de 15 V distingue os polos positivos e negativos, V1 está conectado a 15 V+, V2 está conectado a 15 V- e calquera COM da fonte de alimentación de conmutación de 15 V está conectado ao pin 2 GND.
Teña en conta que a fonte de alimentación conmutada debe estar conectada a terra!
Controlador LCD24/5000
O cable LCD entrégase co dispositivo e pódese conectar directamente.Consulte a figura anterior para ver definicións específicas
Interface de sinal do controlador 1
①/②Pin é a entrada de sinal de alarma de presión de aire, se precisa activala (requírese cableado), configure o nivel de alarma de presión de aire en segundo plano como alto, se non, é baixo
O pin ③/④ é a entrada de sinal de alarma do tanque de auga.Se precisa activalo (requírese cableado), configure o nivel de alarma de presión de aire en segundo plano como alto, se non, é baixo
⑤O pin do número é o punto de referencia para o bloqueo de terra de seguridade e está conectado directamente á peza de procesamento cun fío.
⑥ O pin número é o bloqueo de terra de seguridade do cabezal de soldadura, conectado ao fío azul do fío de tres núcleos, cando o cabezal de soldadura toca a peza de traballo, o bloqueo de seguridade está activado neste momento.
⑦O pin do número é o interruptor da cabeza de soldadura, conectado ao fío marrón do fío de tres núcleos
⑧O número de pin é o interruptor de luz do cabezal de soldadura, conectado ao fío negro do fío de tres núcleos, cando se preme o gatillo, o botón do gatillo está acendido.
Teña en conta que só cando non haxa alarma e o sinal do bloqueo seguro e o botón de activación estea activado, enviarase o sinal de saída do porto posterior.
Interface de sinal do controlador 2
O extremo 2 da interface de sinal usa unha interface 6P e a válvula de aire está relacionada coa alimentación do fío
① Pés reservados
②Pés reservados (sincronizados con sinal de 4 pinos)
③/④O pé é a válvula de saída de 24 V, conéctese á válvula
⑤/⑥O pin é o fío de sinal do alimentador de fío, o porto de sinal do alimentador de fío, independentemente do positivo ou negativo
Diagrama de cableado do controlador
①/②Pin é a entrada de sinal de alarma de presión de aire, se precisa activala (requírese cableado), configure o nivel de alarma de presión de aire en segundo plano como alto, se non, é baixo
O pin ③/④ é a entrada de sinal de alarma do tanque de auga.Se precisa activalo (requírese cableado), configure o nivel de alarma de presión de aire en segundo plano como alto, se non, é baixo
⑤O pin do número é o punto de referencia para o bloqueo de terra de seguridade e está conectado directamente á peza de procesamento cun fío.
⑥ O pin número é o bloqueo de terra de seguridade do cabezal de soldadura, conectado ao fío azul do fío de tres núcleos, cando o cabezal de soldadura toca a peza de traballo, o bloqueo de seguridade está activado neste momento.
⑦O pin do número é o interruptor da cabeza de soldadura, conectado ao fío marrón do fío de tres núcleos
⑧O número de pin é o interruptor de luz do cabezal de soldadura, conectado ao fío negro do fío de tres núcleos, cando se preme o gatillo, o botón do gatillo está acendido.
Teña en conta que só cando non haxa alarma e o sinal do bloqueo seguro e o botón de activación estea activado, enviarase o sinal de saída do porto posterior.
Interface de sinal do controlador 2
O extremo 2 da interface de sinal usa unha interface 6P e a válvula de aire está relacionada coa alimentación do fío
① Pés reservados
②Pés reservados (sincronizados con sinal de 4 pinos)
③/④O pé é a válvula de saída de 24 V, conéctese á válvula
⑤/⑥O pin é o fío de sinal do alimentador de fío, o porto de sinal do alimentador de fío, independentemente do positivo ou negativo
Interface de sinal do controlador 3
①Pin é a entrada de sinal de alarma láser +, se necesitas activalo, configura o nivel de alarma de presión de aire como alto no fondo.
②O pin está activado+, conéctese ao láser activado+
③O pin ten unha saída de 24V, saíu directamente 24V+ despois do acendido
④O número de mascota é un terreo común (terra de referencia para os pés 1/2/3/5)
⑤O pin do número é a cantidade analóxica + saída, dáse a cantidade analóxica
⑥O pin é un sinal modulado por PWM
⑦O pin do número é un sinal de modulación PWM+
Diagrama de cableado do controlador

Nota: O terminal COM da fonte de alimentación de conmutación de ±15V e o terminal -V (0V) da fonte de alimentación de conmutación de +24V deben estar conectados a GND e totalmente conectados á peza de traballo ao mesmo tempo.A carcasa da fonte de alimentación de conmutación debe estar conectada ao chan, se non, pode producirse unha alarma de bloqueo de terra de seguridade e non se emitirá ningunha luz.
Interface de entrada óptica
O cabezal de soldadura SUP é axeitado para a maioría dos xeradores de láser industriais.Os conectores de fibra óptica de uso común inclúen IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, etc. As ópticas deben manterse limpas e debe eliminarse todo o po antes de usar.
Cando se insire a fibra, o cabezal de corte debe xirar 90 graos para que estea horizontal e, a continuación, a fibra úsase para evitar que o po caia na interface.
Interface do enfriador de auga e gas de protección
O tubo de auga e a interface do tubo de aire pódense instalar con mangueiras cun diámetro exterior de 6 mm e un diámetro interior de 4 mm.O camiño do aire entra polo medio e os dous lados son conducións de entrada e saída de auga (independentemente da dirección de entrada e saída) , Como se mostra a continuación:

O sistema de refrixeración divídese na parte do circuíto de auga da cabeza de soldadura e a parte do circuíto de auga da cabeza de fibra óptica, que están conectadas en serie, como se mostra na seguinte figura:

Interface de conexión de pistola de soldadura e caixa de control
A pistola de soldadura e a caixa de control usan tres fíos para conectarse, incluíndo: liña de alimentación de motor de dous núcleos, liña de sinal de motor de cinco núcleos, bloqueo de terra de seguridade de tres núcleos e liña de botón de gatillo.
Os fíos de alimentación/sinal do motor (dous fíos negros) están conectados directamente á parte do motor do cabezal de soldadura e pódense desmontar (hai dúas opcións dispoñibles: 1. Abra a tapa do motor e a placa lateral da pistola de soldadura manual 2. Abra a caixa de control Todos son enchufes)
Uso de cable de tres núcleos do botón de bloqueo e gatillo de forma segura Enchufe de aviación extraíble: fíos de bloqueo e botón de seguridade, dos cales 1 é azul, 2 é negro e 3 é marrón (conectado ao pin 6/7/8 da interface de sinal 1, consulte o definición de cableado da caixa de control anterior para máis detalles)
Instalación do alimentador de arame
O conector de antena de dous núcleos na cola do alimentador de fío está conectado ao pin 5/6 da interface de sinal 2. Consulte o seguinte para o método de instalación específico
Fai clic: Instrucións de instalación do alimentador de arame (applets)
Panel de control e guía de operación (a seguinte é a versión V3.3)
Resumo de operacións e guía de operacións
O panel de operación da serie SUP está composto principalmente por pantalla táctil e caixa de control.
Toca a páxina principal, o proceso, a configuración e o seguimento da interface de operación.
Pantalla principal de operación da pantalla táctil

① Nesta interface, podes ver os parámetros actuais do proceso e a información de alarma instantánea.
②O láser está activado e a luz vermella indicadora está ON cando está acendido.
③O bloqueo de seguridade adoita ser gris e cando o cabezal de soldadura toca a peza de traballo, vólvese verde e pódese procesar.
④ Selección do modo de soldadura, o valor predeterminado é continuo.Cando está configurado para soldar por puntos, pode emitir luz de forma intermitente para a operación de soldadura por puntos, o que é conveniente para controlar o tempo de soldadura por puntos debido a un erro humano.Esta función debe configurarse segundo sexa necesario (a versión V3.3 é a función anterior)
Pantalla principal de operación de proceso

①A interface do proceso contén os parámetros do proceso para a depuración, que se poden modificar facendo clic na caixa.Despois de completar a modificación, fai clic en Aceptar e, a continuación, gárdaa no proceso de atallo.Cando o use, faga clic en Importar (Modificar-Gardar-Importar).
②O rango de velocidade de dixitalización é de 2-6000 mm/S e o rango de ancho de dixitalización é de 0^5 mm.A velocidade de dixitalización está limitada polo ancho de dixitalización.A relación de limitación é: 10≤velocidade de dixitalización/(ancho de dixitalización*2) ≤1000 Se supera o límite, converterase automaticamente no valor límite.Cando o ancho de exploración está configurado en 0, non se escaneará (é dicir, a fonte de luz puntual) (a velocidade de exploración máis utilizada: 300 mm/S, ancho 2,5 mm).
③A potencia máxima debe ser inferior ou igual á potencia do láser na páxina de parámetros (por exemplo, a potencia do láser é de 1000 W, entón o valor non é superior ao
1000).
④Intervalo de relación de traballo 0 ~ 100 (por defecto 100, normalmente non é necesario cambiar).
⑤O rango de frecuencia de pulso recomendado é de 5-5000 Hz (o valor predeterminado é 2000, normalmente non é necesario cambiar).
⑥Fai clic no botón AXUDA na parte superior dereita para obter máis explicacións dos parámetros relacionados.
Referencia do proceso (suxeito ás condicións reais, o seguinte é só para referencia)

Establecer a pantalla principal de operación
Contrasinal 123456

①A potencia do láser é a potencia máxima do láser utilizado.
②O retardo de aire do interruptor é de 200 ms e o intervalo é de 200 ms-3000 ms.
③Cando se acende a luz, aumentará gradualmente desde o N1% da potencia do proceso ata o 100%;cando a luz estea apagada, aumentará gradualmente desde o 100% da potencia do proceso.
A N2;(como se mostra na figura seguinte).

④A compensación do atraso da alimentación do fío é o tempo de avance da alimentación do fío en relación ao sinal luminoso, que se pode usar xunto coa función de retirada.
⑤O limiar de alarma de temperatura máxima é de 70 ℃.Cando o valor está configurado en 0, a alarma de temperatura non será detectada.
⑥ Rango de coeficiente de corrección de dixitalización 0,01 ~ 4, ancho da liña de obxectivo coeficiente / ancho da liña de medición: xeralmente 1,25.
⑦Desplazamento do centro do láser -3~3 mm, redúceo e móveo cara á esquerda, aumenta e móveo cara á dereita.
⑧O sinal de nivel de alarma é o predeterminado e a alarma protexida pódese cambiar directamente á detección de nivel correspondente.
⑨A duración da soldadura por puntos é o tempo de emisión de luz despois de premer o gatillo, é dicir, aínda que se solte o botón, a luz seguirá emitindo segundo o tempo empregado (a versión V3.3 é a función anterior)
⑩O tempo de intervalo de soldadura por puntos é o tempo de luz de parada entre dúas soldaduras por puntos despois de premer o botón do gatillo (versión V3.3 e función superior)
⑧Fai clic no botón AXUDA na parte superior dereita para obter unha explicación dos parámetros máis relacionados.
Monitorización da interface principal

Esta interface mostra o estado de cada sinal de detección e a información do dispositivo
Fai clic na autorización do dispositivo para entrar na interface de tempo de uso autorizado, despois de introducir o contrasinal, o sistema pódese autorizar para o tempo de uso. Os métodos de cifrado e descifrado de autorización son os mesmos:
Método de descifrado do sistema






